As misturas asfálticas mornas, conhecidas também como WMA (Warm Mix Asphalt), estão em total crescimento em todo o mundo. Gradualmente estão substituindo as misturas asfálticas à quente (HMA – Hot Mix Asphalt) em função de diversas vantagens técnicas, econômicas e ambientais que proporcionam. As misturas mornas foram desenvolvidas em mais de duas décadas no exterior, sendo aplicada de diversas formas: através da produção de espuma de asfalto, com o uso de ceras ou de aditivos químicos. O uso cresceu bastante em outros países através do uso do aditivo químico por agregar as melhores propriedades, pela facilidade de uso, economia gerada em todo o processo e diversas melhorias técnicas incorporadas ao concreto asfáltico. A tendência é que em breve seja o principal tipo de mistura asfáltica utilizado no mundo.
No Brasil ainda há muita desinformação em relação ao entendimento do que são as misturas asfálticas mornas. Geralmente há uma confusão relacionada a misturas asfalticas à frio que são produzidas a temperatura ambiente e não conseguem obter o mesmo desempenho por apresentar menor poder de coesão. Enquanto as misturas à quente são produzidas em torno de 165°C, as misturas mornas são produzidas em uma faixa de temperatura entre 100°C e 140°C na secagem dos agregados na usina de asfalto, enquanto que o ligante asfáltico com o aditivo é mantido na temperatura convencional.



FACILIDADE DE USO
O aditivo para asfalto morno é adicionado diretamente ao cimento asfáltico de petróleo (CAP) em uma proporção muito reduzida, de apenas 0,3%. Ou seja, de cada 1.000 kg de CAP, apenas 3 kg de aditivo é necessário para ativar as suas propriedades. Com o uso de asfalto modificado por polímero ou borracha, a proporção pode aumentar um pouco, para uma faixa entre 0,4% e 0,5%. Quando ocorre o reaproveitamento de RAP na mistura, o percentual pode passar para uma faixa de 0,5% a 0,7%, todavia a economia obtida é tão alta que o custo do aditivo não representa um valor que o inviabilize.
O produto é fornecido de forma industrializada, transportada desde o distribuidor de asfalto até a obra em um caminhão e adicionado ao tanque de armazenamento da usina de asfalto. Não há necessidade de qualquer mudança nos equipamentos utilizados em todo o processo de pavimentação, seja na usina de asfalto ou na aplicação em campo com a pavimentadora e rolos compactadores. Desta maneira, o asfalto morno com aditivo químico pode ser utilizado em qualquer obra de pavimentação do Brasil.
PROLONGA A VIDA ÚTIL DA CAMADA ASFÁLTICA
O processo de oxidação natural da mistura asfáltica já inicia durante o processo de produção na usina de asfalto. A exposição à altas temperatuas já resulta em um grau inicial de oxidação, cuja característica é uma perda gradual da propriedade elástica do asfalto. Quando um pavimento asfáltico alcança um certo grau de oxidação, as trincas começam a surgir.
Ao usinar em temperaturas mornas, a oxidação inicial que ocorre em misturas à quente deixa de existir. Diversos estudos e artigos já foram publicados mostrando através de análises de laboratório. Isto garante que a mistura asfáltica terá maior vida útil.


FUNÇÃO QUÍMICA DO ADITIVO
O asfalto é termo-viscoelástico, mudando suas propriedades viscosas e elásticas conforme temperatura. Viscosidade é a resistência de um fluído ao escoamento. Em misturas asfálticas à quente, é necessário aplicar uma quantidade imensa de calor para aquecer os materiais, baixar a viscosidade do ligante asfáltico e assim alcançar melhor trabalhabilidade que permita a mistura com os agregados, permitindo maior envolvimento com as pedras e maior capacidade de compactação. Nas misturas mornas com aditivo químico não há dependência de altas temperaturas para possibilitar a execução da mistura.
Um dos aditivos químicos mais usado em todo o mundo, o Evotherm, foi desenvolvido para promover a adesão dos agregados com o cimento asfáltico em temperaturas mais baixas sem qualquer alteração no ligante asfáltico. É constituído por surfactantes (chamados também de tensoativos) especiais derivados de óleos renováveis na maior parte de sua composição. Estes óleos são derivados do pinus, uma espécie nativa amplamente utilizada na indústria da celulose, papel e extração de resina.
Resumidamente, o aditivo é formado por moléculas especiais que promovem um tipo de harmonia química na interface dos materiais. O agente surfactante Evotherm é uma molécula formada por uma cauda apolar (sem diferença de eletronegatividade entre os átomos) e uma extremidade polar, apresentando diferença de eletronegatividade com um polo positivo e outro negativo. Na mistura asfáltica, os agregados são polares enquanto o ligante asfáltico é apolar. Desta maneira, é necessário uma molécula de um agente surfactante que faça uma ponte para acabar com esta separação, pois materiais polares e apolares não se misturam naturalmente. Assim, a energia térmica necessária para aquecer os materiais e possibilitar a mistura é substituída pelo surfactante que possibilita a mistura a temperaturas mais baixas.
Para entender melhor o funcionamento do aditivo químico surfactante para produzir misturas asfálticas mornas, basta fazer uma analogia com um surfactante bastante conhecido em nosso dia-a-dia: o sabão. Para limpar um copo sujo com óleo de cozinha não basta apenas adicionar água, pois como todos sabemos a água não combina com o óleo. É preciso adicionar o sabão, fazendo com que o óleo seja atraído para a cauda apolar enquanto a água é atraída para a extremidade polar. Desta maneira, o óleo é encapsulado e facilmente enxaguado. Este encapsulamento é conhecido como micelas, um agrupamento em formato de esfera que retem alguma substância entre as junções de moléculas polares e apolares. No aditivo químico utilizado para produzir misturas asfálticas mornas, o princípio é exatamente o mesmo.
A água que ainda não tenha sido totalmente evaporada na secagem dos agregados na usina de asfalto, muitas vezes presente em rochas porosas, acaba sendo retida dentro das micelas formadas pelo surfactante. A parte polar se conecta aos agregados, enquanto a cauda apolar se conecta com o ligante asfáltico. Em uma usina de asfalto com temperatura acima de 100°C na secagem dos agregados, a água já foi quase toda evaporada, enquanto a parte presente está ainda absorvida dentro dos agregados. Esta água residual é retida na micela do Evotherm de uma forma encapsulada. As micelas se comportam como pequenas esferas em um rolamento, dando consistência escorregadia e agregando propriedade de lubricidade para a mistura. As micelas procuram uma “saída” para então a água retida entrar em contato com o ar e finalmente evaporar.


BENEFÍCIOS DE DESEMPENHO
Uma mistura asfáltica usinada em temperatura reduzida leva muito mais tempo para esfriar. Quanto maior a temperatura, mais rápida é a troca de calor com o ambiente, resultando em um esfriamento mais rápido. Desta maneira, as misturas asfálticas mornas resolvem um problema que é muito comum na pavimentação: a distância entre a usina de asfalto e o local da obra. Dependendo da condição climática a mistura asfáltica esfria entre 2° e 6°C por hora quando usinada em temperatura próxima a 130°C. Quando usinada em temperatura maior, a troca térmica é maior com o ambiente e assim esfria mais rápido.
O uso do aditivo químico para produzir misturas mornas agrega uma propriedade otimizadora na mistura e redutor de riscos na execução. Ocorre uma grande melhoria na trabalhabilidade e lubricidade do material. Isto significa que a facilidade para manuseio, aplicação e compactação é muito maior. Falhas comuns na pavimentação podem ser evitadas, tais como segregações e excesso de passadas dos rolos compactadores. A temperatura de compactação pode ser reduzida para até 80°C, enquanto que em misturas à quente convencionais o ideal é que seja em até 100°C no mínimo. As micelas formadas pelo aditivo promovem esta lubricidade que permite uma compactação mais rápida e em temperaturas inferiores, abrindo também uma maior janela para compactação noturna.
O aditivo também promove melhorias de adesividade, eliminando o uso da cal ou dope quando o agregado utilizado requer estes materiais. O uso da cal é problemático no Brasil, onde por falta de conhecimento técnico muitas vezes o material é adicionado em um local incorreto na usina de asfalto, ou sem um sistema de dosagem adequado, afetando totalmente a quantidade necessária para promover a adesividade. Outro benefício é a possibilidade de substituir a fibra em misturas asfálticas do tipo SMA. Todas estas experiências já foram utilizadas tanto no Brasil quanto no exterior, sendo que no Brasil o uso foi adotado principalmente por concessionárias de rodovias.



BENEFÍCIOS AMBIENTAIS
O processo inicial das misturas mornas começa com reflorestamento sustentável do pinus, árvore de onde é extraída a resina do aditivo químico utilizado. Então podemos considerar a aplicação como 100% sustentável desde o início da cadeia de produção do aditivo até a compactação asfáltica final em obra. O uso de misturas asfálticas mornas se enquadra totalmente em políticas ESG (Environmental, Social and Governance), termo conhecido atualmente que significa sustentabilidade. Ao usinar em temperaturas mais baixas, consequentemente o consumo de combustível na usina de asfalto é reduzido e a emissão de poluentes é igualmente diminuída. Estima-se uma redução em 15% nas emissões de gases de efeito estufa devido ao menor consumo de combustível na usinagem e eliminação da cal como agente de promotor de adesividade, uma vez que o aditivo surfactante possui esta caractistica. Quando em combinação com o uso de RAP, o nível de sustentabilidade é ainda maior pelo reaproveitamento de materiais. Podemos então definir que misturas mornas significam pavimentação totalmente sustentável.
As fumaças emitidas durante o processo de pavimentação são vapores tóxicos e muito prejudiciais ao trabalhador, pois são voláteis orgânicos sendo queimados. As emissões de fumaças na aplicação com misturas mornas são praticamente extintas, garantindo mais a saúde dos trabalhadores e sem gerar transtornos para a população do entorno da obra. Muitas vezes não é possível observar as emissões, que são geradas pela queima do ligante asfáltico quando ocorre a produção em altas temperaturas. Estudos mostraram que ao reduzir apenas 12°C a temperatura de secagem dos agregados na usina de asfalto, ocorre mais de 40% de redução das emissões. Ao reduzir cerca de 36°C, a redução nas emissões pode chegar até a 90%.



BENEFÍCIOS ECONÔMICOS
Ao usinar com temperaturas inferiores ao convencional, o consumo de combustível na usina de asfalto é reduzido. Alguns estudos mostram que a cada 1°C reduzido, o consumo de combustível reduz aproximadamente 1%, embora haja variações entre diferentes modelos de usinas. Ao usinar em até 40°C a menos, a economia é alta.
Além da redução do consumo de combustível, a produção de misturas mornas resultam também na diminuição da manutenção da usina. O sistema de filtragem pode ter sua vida útil prolongada, exigindo um menor número de intervenções para limpeza e manutenção. Segundo alguns estudos, as misturas asfálticas mornas podem reduzir em até 5% no custo somente na produção do do concreto asfáltico. Utilizando RAP, a economia pode ser ainda maior.
A redução no número de passadas dos rolos compactadores também é uma economia que pode ser mensurada. Alguns acompanhamentos de obras no Brasil mostraram que houve até 80% de redução nas passadas, com os dados de compactação coletados através do uso de densímetro. Isto significa menos custos com combustível e manutenção. Em alguns casos, foi possível até mesmo remover rolo compactador da patrulha de compactação.


COMBINAÇÃO COM USO DE RAP
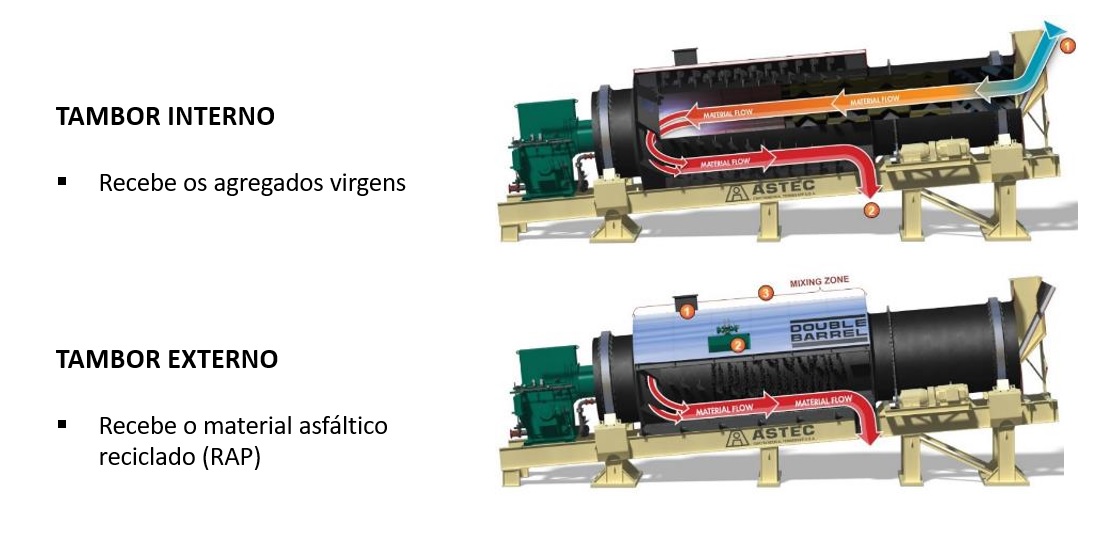
Um grande benefício do uso de aditivo para mistura asfáltica morna é possibilitar um maior percentual de material asfáltico reciclado (RAP) na mistura. O RAP é o material proveniente da fresagem asfáltica e não pode ser utilizado como um agregado virgem na usina de asfalto em função da sua composição ter a presença do ligante asfáltico, que não deve ser exposto às altas temperaturas internas do tambor de secagem por onde passam os agregados virgens.
Devido aos tipos de usinas de asfalto existentes no Brasil, o RAP geralmente entra em temperatura ambiente ao compartimento de mistura com os agregados virgens e cimento asfáltico. Em misturas à quente, para que haja um equilíbrio da temperatura de mistura, é necessário sobreaquecer os agregados virgens para que em combinação com o RAP em temperatura ambiente haja uma equalização de temperatura. Com misturas asfálticas mornas, este equilíbrio térmico da mistura final não exige um maior sobreaquecimento dos agregados virgens e ainda permite um percentual maior de RAP adicionado em temperatura ambiente.
Esta combinação pode gerar uma grande economia na produção de uma nova mistura asfáltica, pois a incorporação de RAP diminui a quantidade de agregados virgens e principalmente o percentual de cimento asfáltico (CAP), que é a parte mais nobre e também a mais cara. Para usufruir do material asfáltico presente no RAP, é necessário aquecê-lo de alguma maneira, enquanto que em aplicação a frio não ocorre o reaproveitamento do ligante asfáltico. No processo de aquecimento, os riscos de danos por exposição a alta temperatura ocorre apenas em misturas à quente, enquanto que em misturas mornas o processo é muito mais seguro e eficiente.
É altamente recomendado o uso de um destorroador para o reaproveitamento do RAP em misturas à quente ou mornas. Este dispositivo é formado por dois tambores equipados com uma espécie de dentes onde um gira um contra o outro. Desta forma ocorre a separação dos agregados sem trituração, mantendo a película de asfalto ao redor de cada partícula e assim reaproveitá-las da melhor maneira possível.


ALGUMA DESVANTAGEM?
Sim, a falta de conhecimento é a grande “desvantagem” das misturas asfálticas mornas. Há mais de 100 anos o mundo produz misturas asfálticas à quente, mas como em qualquer evolução de um produto ou processo é necessário tempo para que seja amplamente disseminado.
O AVANÇO DAS MISTURAS MORNAS NO MUNDO
No exterior está ocorrendo a adoção das misturas mornas em larga escala, conforme registros abaixo.

Percentual de
misturas mornas em relação ao total de misturas asfálticas produzidas nos
Estados Unidos até dezembro de 2020, para cada estado. Fonte: NAPA (National
Asphalt Pavement Association).