
O ano de 2021 está
sendo de muita importância para a pavimentação brasileira. Este ano ocorreu a
atualização da norma DNIT 033/2021 – Concreto asfáltico reciclado em usina a
quente – Especificação de serviço. Esta norma dita as regras quanto ao correto
uso do material asfáltico reciclado, conhecido mundialmente como RAP (Reclaimed
Asphalt Pavement), que é simplesmente o material fresado removido através
do processo de fresagem de pavimentos asfálticos deteriorados e envelhecidos. Uma
realidade já em grande parte do mundo, mas que ainda está em fase muito inicial
no Brasil.
A norma foi
atualizada com os procedimentos e equipamentos que são utilizados a nível nacional
e internacional, configurados de acordo com o tipo de usina de asfalto
(produção contínua em usinas móveis ou descontínua em usina fixa gravimétrica) e
o percentual de RAP a ser utilizado na mistura asfáltica.
CUIDADO
ESSENCIAL 1: NÃO SECAR COMO UM AGREGADO VIRGEM
O asfalto deteriorado
é removido através do processo de fresagem asfáltica. A máquina fresadora
possui um tambor giratório dotado de inúmeras ferramentas de corte removíveis
que penetram no pavimento, executam o corte e trituram o material. Este
material é lançado para uma correia transportadora e descarregado em um caminhão.
Neste
processo, o material triturado possui em sua composição o agregado e o ligante
asfáltico envelhecido, o que impede o seu uso da forma como são utilizados os
agregados virgens. As altas temperaturas internas do tambor de secagem de uma
usina de asfalto não são adequadas para um material com presença de ligante
asfáltico. Portanto, o RAP deve ser aquecido de uma maneira especial para o seu
reaproveitamento ocorrer de forma adequada.

Um pavimento deteriorado é removido através da fresagem, gerando o RAP, um material nobre.
CUIDADO
ESSENCIAL 2: UMIDADE DO RAP
Assim como os
agregados virgens, o RAP precisa ser estocado de maneira a evitar uma alta
umidade no momento do seu uso. Por receber um processo de secagem diferente dos
agregados virgens, manter o material o mais protegido possível se torna ainda
mais importante. Algumas usinas de asfalto com misturador externo ao tambor
recebem o RAP sem aquecimento algum, o que torna ainda mais delicado o seu uso.
PERCENTUAL
DE RAP POSSÍVEL NA MISTURA
O valor será definido
pelo tipo de usina de asfalto a disposição para executar a obra. A norma
orienta a forma correta de acordo com o tipo de usina. De acordo com estudos
realizados no exterior, quanto maior o percentual de RAP na produção de novas
misturas asfálticas, maior é a economia por tonelada produzida. Portanto, é
muito importante que seja feito um estudo minucioso de cada projeto.
O exemplo
abaixo representa o cenário em que um percentual maior de RAP na mistura asfáltica
poderia ser utilizado. Uma rodovia com inúmeras camadas asfálticas sobrepostas
ao longo dos anos, sem ter ocorrido fresagem. O volume presente de material
asfáltico pode justificar um projeto diferenciado, cuja redução de custos por
tonelada produzida poderia justificar o investimento em uma usina adequada e
ainda gerar um bom lucro para o dono da obra e a empresa executora.

Realidade de algumas estradas brasileiras: várias camadas
asfálticas sobrepostas, aplicadas ao longo dos anos, com grande volume de CBUQ.
ADITIVOS
NECESSÁRIOS
Embora não
haja consenso a nível mundial, é recomendado que seja utilizado uma pequena
dosagem de um agente rejuvenescedor para melhorar as propriedades do ligante
asfáltico presente no RAP. O envelhecimento do asfalto é natural com o passar
dos anos, onde ocorre um processo químico complexo que resulta na oxidação. O
ligante asfáltico se torna mais rígido e quebradiço, perdendo a propriedade
flexível e a resistência mecânica. A superfície do pavimento asfáltico envelhece
mais do que as porções mais abaixo, devido à exposição solar direta. Com a
fresagem de uma determinada espessura de CBUQ, o RAP gerado ainda contém uma
pequena porção deste asfalto envelhecido, o qual precisa ser verificado na
etapa de dosagem da mistura em laboratório.
Mesmo com esse
pequeno incremento orçamentário, o reaproveitamento de RAP traz economias com
qualquer percentual de uso, pois diminui o percentual de ligante asfáltico novo
(CAP – Cimento asfáltico de petróleo) e de agregados virgens. Tudo isto
definido pela dosagem de cada projeto.
VARIABILIDADE
DO RAP E BENEFICIAMENTO
Um gargalo
para o uso do RAP em larga escala na pavimentação asfáltica no Brasil é a
variabilidade do material. Nossos pavimentos no geral não são homogêneos, com
variações de tipos de misturas asfálticas, remendos com diferentes materiais, etc.
É preciso que haja mais homogeneidade do RAP para melhor reaproveitamento.
É recomendado
que o RAP passe por um processo simples de britagem. Em outros países, com
percentuais acima de 20% de RAP, o material é dividido em duas ou mais granulometrias,
para que seja encaixado nas faixas granulométricas dos agregados virgens. Após
a britagem inicial, a fração mais fina do RAP apresenta um maior percentual de
ligante asfáltico envelhecido do que a fração mais grossa. É preciso que tenha
um trabalho de laboratório para realizar a dosagem do projeto.
TIPOS DE
USINAS DE ASFALTO E O PERCENTUAL DE RAP
O valor
percentual de RAP utilizado deverá ocorrer de acordo com o tipo de usina de
asfalto que for utilizada. Independente da característica da usina, é preciso
que para execução de misturas asfálticas recicladas haja acessórios para
inserção e controle do RAP.
Há duas formas
para tratamento de RAP:
·
SEM AQUECIMENTO DE RAP – entrada do material em
temperatura ambiente com os demais insumos (agregados virgens e cimento
asfáltico). Requer superaquecimento dos agregados virgens.
·
COM AQUECIMENTO DE RAP – o material sofre um
processo de aquecimento especial. Exige menor superaquecimento dos agregados
virgens.
Para os tipos
de usinas de asfalto mais comuns no Brasil, temos as seguintes situações:
1. USINAS DE ASFALTO CONTÍNUAS COM MISTURADOR EXTERNO:
É o tipo de usina de asfalto mais comum no Brasil, presente no mercado
há mais de duas décadas. Composta de um chassi rodoviário único, com modo de produção
contínua, no Brasil popularmente ainda é chamada de usina volumétrica. O compartimento
de mistura dos agregados com o cimento asfáltico é externo ao tambor de secagem
e aquecimento dos agregados virgens.
Neste tipo de usina, o RAP entra diretamente ao compartimento de
mistura, também conhecido como misturador pugmill. É preciso que haja um
superaquecimento dos agregados virgens para que ocorra uma equalização da
temperatura final de mistura. Isto resulta em maior consumo de combustível e
maior desgaste do sistema de filtragem da usina. Em função de exigir o
superaquecimento dos agregados virgens, é pouco eficiente para utilizar percentuais
acima de 10% de RAP na mistura. Há dificuldades para a secagem de agregados
mais porosos e RAP com maior presença de umidade. Outro ponto problemático é
que o vapor azulado (blue smoke) gerado a partir do contato do RAP úmido com os
agregados aquecidos é emitido para a atmosfera, sem ter uma conexão com o
sistema de filtragem.

Configuração básica em chassi único e mistura externa ao
tambor de secagem dos agregados.

É preciso que haja um equilíbrio da temperatura da mistura
asfáltica dentro do misturador externo da usina, sendo necessário superaquecer
os agregados virgens para compensar a menor temperatura do RAP, que entra sem aquecimento.
2. USINAS
CONTÍNUAS COM TAMBOR-MISTURADOR (DRUM-MIXER):
Este tipo de usina de asfalto é padrão ainda nos dias de hoje nos
Estados Unidos e Canadá. O tambor que executa a secagem e aquecimento dos
agregados também produz a mistura asfáltica, com injeção do cimento asfáltico
em um compartimento na parte final do tambor, já em um local com temperaturas adequadas.
O chama do queimador é localizada em uma parte mais centralizada do tambor,
através de uma extensão.
No Brasil, este tipo de usina perdeu popularidade por diversas razões.
Alguns fabricantes brasileiros no passado fizeram cópias mal feitas de modelos
norte-americanos, o que gerou muitos problemas de qualidade. O uso do
tambor-misturador exige um tambor de maior comprimento, enquanto alguns
fabricantes brasileiros lançaram usinas com tambor muito curto, problemático
para secar os agregados e executar a mistura com o CAP. Os fabricantes que adotaram
a usina com misturador externo fizeram um forte trabalho contra as usinas de
mistura interna, cuja falta de informação e conhecimento técnico no mercado
brasileiro fizeram com que em muitos locais não seja permitido o uso deste tipo
de usina.
A vantagem da usina com tambor-misturador é permitir um aquecimento adequado
do RAP e utilizar um percentual maior, chegando a 30%. Com o uso de misturas asfálticas
mornas (WMA – Warm Mix Asphalt), o percentual pode ser ainda maior. Sobre
misturas mornas, um novo artigo será escrito em breve, pois é uma técnica que
traz grandes vantagens técnicas e financeiras.

Em usina com chassi duplo, o maior comprimento do tambor-misturador
traz vantagens técnicas (permite maior percentual de RAP) e econômicas (menor
consumo de combustível).

O tambor-misturador (drum-mixer) possui a área de mistura com
o cimento asfáltico localizada em um compartimento ao final do tambor, com
temperaturas inferiores a parte inicial que recebe o fluxo de gases diretamente
da chama do queimador.

O RAP ingressa através de um anel de entrada ao tambor, com
temperatura adequada para o seu aquecimento e maior tempo de mistura com agregados
virgens e cimento asfáltico.
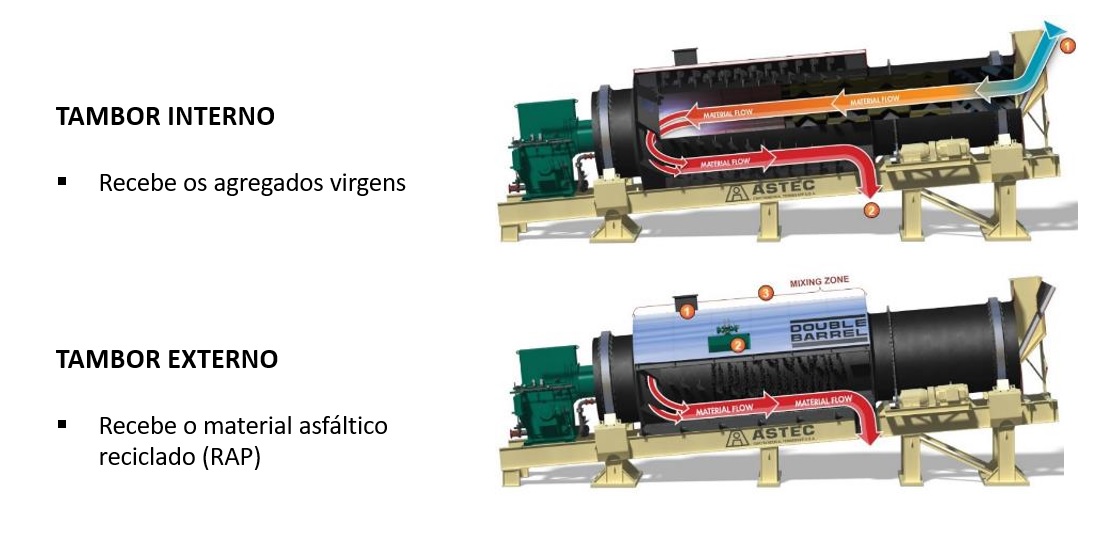
3. USINAS CONTÍNUAS COM TAMBOR-DUPLO:
Uma grande inovação na engenharia rodoviária, a usina de tambor-duplo permite
o uso de altos percentuais de RAP na mistura asfáltica, chegando a 50%.
Trata-se de um tambor dentro de outro, com os agregados virgens secos e
aquecidos passando do tambor interno para o tambor externo, onde entra o RAP a uma
temperatura inferior ao do tambor interno. Foi desenvolvida uma geometria de
aletas que permite no tambor externo que os materiais façam um sentido ascendente
com a rotação do conjunto dos tambores-duplos.
Este tipo de usina possui maior área de secagem e mistura a seco de
agregados virgens e RAP, assim como maior área de mistura dos insumos com o
cimento asfáltico. Consegue produzir qualquer tipo de mistura asfáltica com
qualidade de uma maneira muito fácil. Há um maior aproveitamento térmico, em
função do tambor externo absorver o calor do tambor interno, o que gera
economia de custos operacionais em relação à consumo de combustível. Temos
usinas de asfalto deste tipo trabalhando na Argentina, Chile, Perú e Colômbia.
Tambor duplo traz várias vantagens técnicas, entre elas a
possibilidade de uso de um percentual de até 50% de RAP na mistura, sem
customizações caras.

Usina de asfalto com tambor-duplo instalada próximo a Medellin, na
Colômbia.
4. USINAS
GRAVIMÉTRICAS:
Popularmente no Brasil conhecidas como usinas gravimétricas, possuem um
sistema de produção descontínua. Se caracterizam por serem equipamentos fixos, utilizando
um sistema de dosagem de agregados com separação granulométrica através de
peneiras e pesagem individual de cada insumo. A produção ocorre em lotes
(batch), por isto em inglês é conhecida como asphalt batch plant.
No Brasil, acredita-se que hoje as usinas gravimétricas representam
menos de 10% das usinas existentes no país. A popularização das usinas móveis
contínuas em função do menor custo e grande facilidade de transporte fez com
que ao longo dos anos as usinas gravimétricas fossem menos adotadas, mesmo com
as vantagens técnicas na dosagem dos materiais. Outro fator determinante foi
que as usinas gravimétricas sempre se caracterizaram por serem usinas imensas,
altas, pesadas, difíceis de transportar e demoradas para instalar. Porém, as
últimas gerações de usinas gravimétricas são modularizadas e de menor dimensão,
o que diminui bastante os problemas que ocorriam com os modelos mais antigos.
Embora tenha vantagens para a produção com agregados virgens, a usina
gravimétrica necessita de maiores adaptações para o uso de RAP. Por ter uma
produção de maneira descontínua, é preciso ter um tambor extra dedicado para
uma secagem adequada do RAP, pois a pesagem de cada material é realizada de
forma separada e não há como ter um tempo de mistura a seco adequado entre
agregados virgens superaquecidos e RAP. Em países de primeiro mundo, há grandes
discussões travadas sobre o fato das usinas contínuas com tambor-duplo ser a
melhor opção técnica para reaproveitamento de RAP em percentuais acima de 20%
em comparação com usinas gravimétricas.

Usinas gravimétricas antigas eram equipamentos não-modulares,
com grandes dimensões e peso elevado.


Para maiores percentuais de RAP na mistura, o processo
contínuo em usina com tambor duplo traz mais facilidade e menor necessidade de
customizações caras.
VANTAGENS TÉCNICAS E ECONÔMICAS COM O REAPROVEITAMENTO DE RAP EM USINAS DE ASFALTO:
1. Redução
do consumo de recursos naturais: diminuição no uso de agregados virgens e
de cimento asfáltico. A redução vai apresentar uma variação conforme o
percentual de RAP usado, no entanto sempre ocorrerá.
2. Redução
do consumo de energia: por usar um insumo que é proveniente de um processo
que já ocorre (fresagem de pavimentos), ocorre diminuição no uso dos materiais
virgens cuja produção exige diversos processos que consomem alta energia
(perfuração, detonação e britagem).
3. Solução
para o problema de disposição de resíduos: o RAP muitas vezes não tem um
destino correto. Diminuição de passivos ambientais com o devido reaproveitamento.
4. Aproveitar
o processo de envelhecimento das camadas asfálticas: é um fenômeno natural que
exige uma remoção futura. O reaproveitamento do RAP gerado pelo processo de
remoção através da fresagem pode ser já programado dentro de um fluxo logístico
de trabalho de construção e manutenção de pavimentos.
5. Redução
dos custos de produção: sempre haverá uma economia com o uso do RAP
em usinas de asfalto. Embora haja variações nos custos dos insumos locais de
cada país, diversos estudos mostraram que ao usar 20% de RAP, a economia por
tonelada produzida supera os 15%. Com o uso de 50% de RAP, várias empresas dos
Estados Unidos tiveram uma redução superior a 40% no custo da tonelada
asfáltica produzida.
1. Vantagens
competitivas: empresas que estejam preparadas e familiarizadas com o uso de
RAP em misturas asfálticas à quente, terão vantagens técnicas e financeiras
para o futuro.








